
Добрият обобщаващ материал може да спести на начинаещия заварчик много време, да помогне без специални курсове. Не е трудно да се научите как да готвите правилно чрез заваряване; това ще изисква познания по теория и определено количество практика.
Без познаване на теорията е невъзможно да се овладее заваряването, тъй като:
- Висококачественият шев няма да работи.
- Може да бъдете ранени или ранени от други хора.
- Можете да деактивирате оборудването.
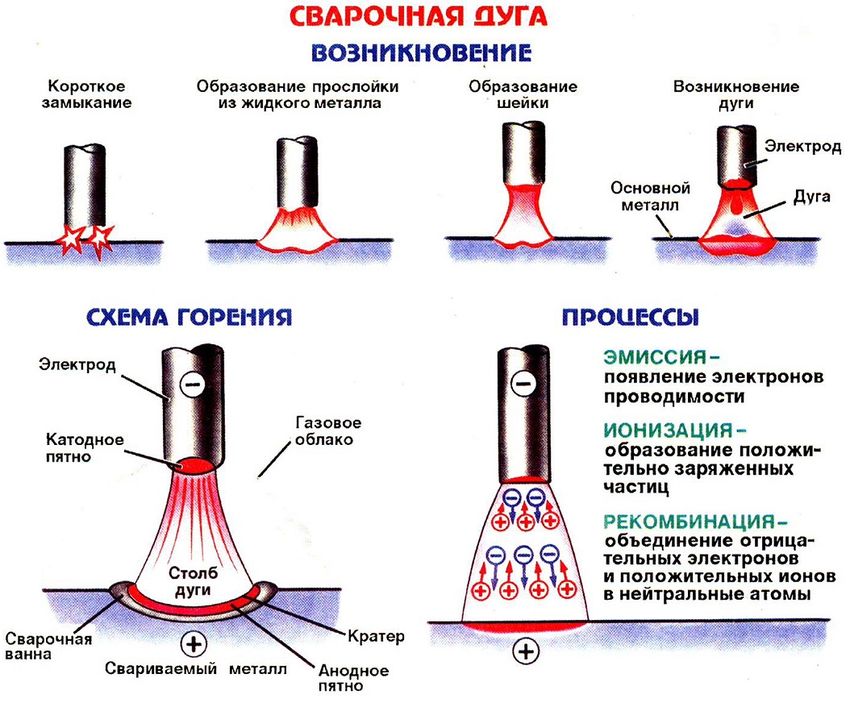
Електрическо заваряване - свързването на метални части чрез сливане с електрическа дъга. Електрическият ток, преминат през пролуката между електрода и метала, предизвиква огромна температура, стопява краищата, прехвърля метала от електрода към шева. Оказва се, че две метални повърхности са свързани в едно парче.
Предпазни мерки за безопасност
Електрическото заваряване е популярно. Малкият апарат е в състояние херметично да свързва части във всякакви пространствени положения, заваряването е бързо и контролируемо. Когато работите, не забравяйте рисковете за здравето:
- Нараняване на очите. Заваръчната дъга излъчва светлинна енергия, която може да изгори роговицата на окото, отпечатване върху ретината. Усещането за пясък под клепачите, трудно е да мигате, подуване - тези симптоми отминават за дълго време. Маска със специална чаша ще ви помогне да защитите очите си, преди да запалите дъгата, предупредете другите с възклицание: „Очи!“
- Токов удар. Електрическа дъга - преминаването на електрически ток през пролуката между електрода и метала. Колкото по-голям е токът, толкова по-ярка е дъгата. Но ако този ток премине през човешкото тяло, той ще умре. За да избегнете токов удар, трябва да:
- Осигурете целостта на кабелната обвивка, изолацията на държача.
- Използвайте висококачествени изолирани държачи, не хващайте голи ръце с голи ръце.
- При постоянна работа обувайте специални обувки с гумени подметки.
- Изгарянето на кожата. Ултравиолетовата дъга и дросът, летящ във всички посоки, нараняват кожата. За да избегнете проблеми, използвайте защитни ръкавици - гетри. Струва си да се обличате само в памучни или специално напоени дрехи - заваръчна роба, дънки. За защита на ръцете се използват памучни ръкавици или заваръчни гетри. При заваряване гола кожа не трябва да бъде.
- Отравяне с газове. Всички работи трябва да се извършват на проветриво място, под абсорбатор или на открито. Използването на филтърни маски или респиратори ще бъде полезно.
Видове електрическо заваряване
Има няколко основни области:
- ВМА. Заваряване с електрод в защитно покритие. Универсална технология, която ви позволява да получите отличен шев във всяко пространствено положение. Използват се прости устройства за преобразуване на променлив ток в постоянен, трансформатор или инвертор. Силата на тока зависи от дебелината на легирания метал и използвания електрод, варираща от 30 до 200 ампера. Електродът е метален прът, покрит с покритие. По време на заваряването покритието се стопява и предпазва стопилката от въздух.
- MIG. Защитено газово заваряване. Като електрод се използва проводник, подаван към заваръчния басейн с постоянна скорост. Въглеродният диоксид или смес от газове се подава в заваръчната зона чрез маркуч. Те изместват кислорода и защитават заварката. Предимствата на този вид заваряване са липсата на шлака, високото качество на шева, способността да се заварява тънък метал.
- ВИГ. Заваряване на цветни метали в екранираща газова среда с помощта на неразходен електрод. Широко използван за свързване на цветни метали и сплави.
Има няколко вида различни технологии, използвани в автомобилостроенето или корабостроенето. Те изискват специална квалификация на заварчика. Уменията за разтопяване или ръчно подаване на тел в заварения басейн са специфични и достъпни за заварчици от най-висок ранг.
Заваръчна технология
Заваръчна работа - свързване на метални части с разтопени ръбове и добавяне на метал за пълнене. В резултат на това се образува заварка, краищата са здраво свързани.
Признаци за качествен шев:
- Проникване. Заваръчният метал трябва да проникне по цялата дебелина. По време на заваряването ръбовете се разтопят равномерно, ако едната страна се разтопи, валякът ще се окаже неравномерен.
- Единство. Фугата трябва да се състои от твърд метал, без включването на шлака или черупки. Пропускането и неплаващите не са разрешени.
- Сила. След като шевът изстине, могат да се образуват микропукнатини.
- Липса на подкоси. Дъгата, прекалено силна, "отрязва" краищата на частите, отслабвайки ги.
- Изпъкнала равномерна форма. За брак се счита или прекалено гъста ролка, или вдлъбната. Това показва неправилно избрана сила на тока.
Шевът трябва да бъде равномерен, без излишни "люспи", припливи, огъвания. Ширината на шева се определя от дебелината на детайлите, които ще бъдат заварени. Твърде тесният ще бъде крехък, широк - ще отслаби продукта.
Преди да свържете необходимите части:
- Определете вида на връзката - дупка, обиколка, ъгъл, Т-образни връзки.
- Определете пространственото положение - вертикално, хоризонтално, таванно.
- Преценете дебелината на детайлите, които ще бъдат заварени.
- Изберете електрод. Дебелината зависи от дълбочината на шева.
- Определете силата на тока. Пакетите предоставят приблизителни препоръчителни таблици, но трябва да се съсредоточите върху личните чувства. По-добре е да изберете максималната сила на тока, но не изгаряйте метал. Силата на тока на връзките на тавана е по-ниска, отколкото на хоризонталните.
- Подготвяме детайлите - правим фаска върху дебели, задаваме празнината с кранове. Почистваме частите от ръжда и боя.
Да се научим да готвим с електрическо заваряване
След като подготвите частите за заваряване, зададете приблизително ампеража и облечете защитно облекло, можете да се подготвите за заваряване директно.
Свързваме устройството.
- Свързваме проводниците към заваръчната машина. Обикновено те използват "обратна" връзка - минус (маса) се присъединява към повърхността, която се заварява, плюс - към държача. Директната връзка се използва по препоръките на производителите на електроди.
- Проверка на хвата. Тя може да бъде направена домашно или фабрично. Основните изисквания са здравината на фиксирането на електрода, способността за бърза подмяна, отсъствието на живи части, топлоизолацията на дръжката. Лошият контакт между държача и кабела причинява повишена устойчивост и нагряване, изгаряне на изолацията.
- Свързваме масата. Най-простият начин е да го заварявате към метала, но е по-добре да използвате затягащи клещи или магнитна маса.
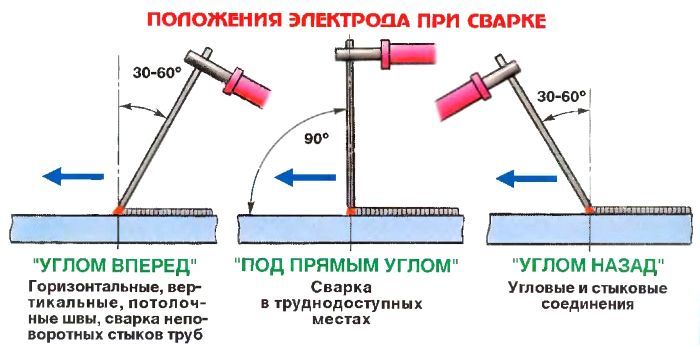
- В зависимост от пространственото положение е важно да изберете ъгъла на електрода спрямо държача. Обикновено електродът трябва да бъде насочен под ъгъл от 45 градуса към заварената част. Дълбочината на проникване и височината на заваръчното зърно зависят от наклона на електрода.
Изберете електроди
Има технология за независимо производство: жицата се потапя в течно стъкло и се натрошава в пясъка с добавка на добавки - боракс, сода, соли. Днес в продажба има различни видове електроди.
Електродите са разделени:
- С основно покритие. Те са силно изгорени, но дават малко шлака. Те се контролират лесно, качеството на шева е високо. Те изискват добро обучение на заварчика.
- Рутилово или кисело покритие. Те дават повече шлаки, изискват умения. Лесен за подпалване, шевът е по-добре защитен. Предимството на това покритие е по-малкото образуване на газ по време на заваряване, което е полезно за здравето. Когато изучавате, е по-добре да използвате този конкретен тип.
Диаметърът се избира въз основа на дебелината на детайлите, които ще бъдат заварени. Колкото по-дебел е шевът, толкова по-голяма е силата на тока, толкова по-гъст е електродът. Оптимално е да се използва например електрод с диаметър 3 милиметра за заваряване на метал с дебелина 2 - 4 мм.

Запалете дъгата
Новачките заварчици срещат трудности в началото. Има няколко начина да запалите дъга правилно:
- А надраскване. По-прост начин, движението наподобява осветлението на кибрит. Извитата дъга се държи и се прехвърля в началото на шева. Минусът на метода е притокът и пръскането на метал извън дъгата.
- Kick. На върха на електрода се образува филм от шлака, дъгата не може да се запали. За да събориш шлаката, трябва да почукаш по повърхността няколко пъти лесно. Дръжната искра на дъгата се задържа и се прехвърля в началото на шева. С този метод електродът често се "закрепва" - се заварява. Откъсването е безполезно, трябва да го „разчупите“ с люлеещи се движения.
Запалена дъга образува заварен басейн. В началото на заваряването направете малко кръгово движение - разбъркайте ваната.
За да няма следи от запалване на дъгата от страна, използваме следните спасителни хакове:
- Удряме по шева, запалваме дъгата и я превеждаме в началото на шева. Движенията не надхвърлят шева и следи от запалване на дъгата са заварени.
- Използваме стартовата плоча. Можете да запалите електрода и да започнете да заварявате върху парче метал, закачено до началото на шева. След като стартовата плоча се откъсне или е отрязана.

Изберете силата на тока
За да получите контролиран пул за заваряване, трябва правилно да определите силата на тока. Зависи от:
- Отношението на диаметъра на електрода към дебелината на заварения метал.
- Пространствено положение.
- Заваръчни скорости.
Преди започване на работа тренировъчният шев се вари. Правилно избраната сила на тока се определя от естеството на банята.
| Нисък ток | Висока ампераж |
|---|---|
| Ако дъгата не се поддържа, тя изгасва, банята се оказва тясна | Течна, неконтролирана вана, изтичащ метал, пръски около шева, прегаряне |
Опитните заварчици задават максимални стойности - това помага да се готви по-бързо.
Хоризонталните фуги са заварени при висок ампераж; при вертикални фуги амперажът намалява с 10 - 15%, таванните фуги изискват намаление с 20 - 30% спрямо хоризонталните.
Дръжте правилно електрода
Дължината на дъгата, траекторията на движение, скоростта на заваряване и ъгълът на електрода оказват голямо влияние върху качеството на шева.
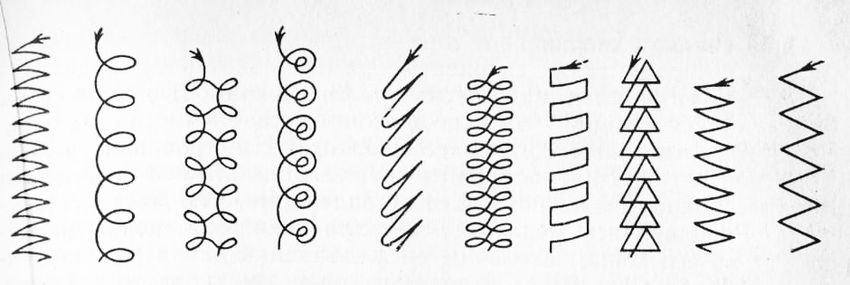
Движения на електрода
- Възвратно-постъпателно движение по шева. Дайте тесен шев с добро затопляне. Може да се използва при свързване на тънки части с малка празнина.
- Напречна вибрационна. Всеки заварчик има свои собствени предпочитания и навици на "компания" - някой води полумесец, някой "осем", Z-образно, многооборотно колебание. Използва се, ако трябва да получите широк шев, с голяма празнина или заваряване на фаски. Правилото е - колкото по-дебела е частта, толкова повече време отнема да се задържи по краищата й, за да се затопли добре.
Дължина на дъгата
Често срещана грешка на начинаещите заварчици е да не спазват дължината на дъгата. Една „къса“ дъга няма да нагрее метала, шевът може да бъде порест и неравен. "Дългата дъга" прегрява метала, но пръска метала по повърхността. Фугата няма да работи, тя ще бъде усукваща, неконтролируема, с импрегнации от шлака и пръски около шева. Оптимално е да се поддържа дължина на дъгата от 2-3 мм.
Скорост на заваряване
Ако готвите твърде бавно, съществува риск от прегряване на метала, изгаряне. Шевът ще бъде полукръгъл, изпъкнал.
Бързото движение на електрода ще доведе до липса на проникване, прекъсващ шев. Шевът ще бъде тесен, с включения на шлака и черупки.
Положение на електрода
Класическа препоръка за начинаещите заварчици е да държат електрода по целия шев под същия ъгъл.
Ако се държи перпендикулярно, ще има прекомерно нагряване на частта, което може да доведе до прегаряне.
Малък ъгъл на наклон ще доведе до образуването на черупки, докато контролирането на шева е по-трудно.
Най-добре се държи под ъгъл от 45 градуса.
Електродът не трябва да „натиска“ шева, а да го „влачи“. Това гарантира оптимално нагряване, равномерност на шева, контролируемост на заваръчния басейн.
Гответе правилно
Заваряването на метал има много функции и трудности. Основното при поддържане на шев е да не изгорите метал, като същевременно стопите краищата.
Тънък метал, коренът на шева на части с празнина може да бъде заварен по метода на "отделяне". Запалва се дъга, образува се заварен басейн. Електродът рязко се издига, дъгата изгасва, банята започва да се охлажда и дъгата в края на нея отново се запалва.
Заваряване на дебел метал, заваряване на тялото на шева се извършва без отделяне. Дъгата се запалва, заваръчният басейн постепенно се провежда по шева. При необходимост се правят колебателни движения.
Ако електродът свърши, почистваме шлаката. В края на банята се образува куха - кратер. В кратера на предишния се поставя нова дъга и заваряването продължава.

Дефектен шев
След заваряване шевът трябва да се почисти от шлака. Ако заваряването се извърши добре, шлаката се отделя с един ход, лесно. Лошият шев се почиства дълго време, шлаката се прилепва добре към порите.
На какви дефекти трябва да обърнете внимание:
- Edge fusion. И двата ръба трябва да са равномерно слети.
- Подмоли. Краищата на частите се стопяват при силен ампераж, което води до депресии. Това отслабва метала.
- Черупки и шлакови включвания.
- Височина и ширина на ролката.
- Мащаб на валяка.
заключение
За да научите как да заварявате добре метал, трябва да знаете теорията и да практикувате много. Добре е, ако има човек, който е в състояние да посочи начинаещия заварчик на недостатъците и начините за отстраняването им. Това ще формира правилните навици на заварчика, а шевовете винаги ще бъдат гладки, висококачествени. Важен фактор е отношението на заварчика към неговата работа, желанието да получи по-добър шев, желанието да се възхищаваме на „малкото слънце“ на върха на електрода.