
Най-висококачественото заваряване на алуминий е аргоновата дъгова заварка. Този метод обаче изисква както скъпо оборудване, така и висока квалификация на заварчика, което често не винаги съответства на реалността. В допълнение, оборудването за този метод на заваряване е доста обемисто и на някои места използването му като цяло е забранено. В тази статия ще говорим за алтернативни и евтини методи за заваряване на алуминий без използването на аргон.
Метод 1: използвайте алуминиев електрод Zeller 480
Ремонтният електрод Zeller 480 с 12% съдържание на силиций е предназначен за заваряване на широка гама алуминиеви сплави, включително силимин и дуралумин. Този метод ви позволява надеждно да заварявате алуминий, без да използвате скъпо оборудване за аргон-дъга.
Предимства и приложения
- В зависимост от процеса на заваряване, качеството на заваръчния шев, направен с помощта на електрода Zeller 480, не е по-ниско от аргоно-дъговото заваряване;
- Напластяване с висока производителност;
- Плътно отложен метал без пори;
- Благодарение на меката, равномерна дъга, шевът е гладък и гладък;
- Zeller 480 е единственият алуминиев електрод, който се предлага в размер "ниска температура" 2 mm;
- Електродът е снабден със специално защитно покритие, което има висока устойчивост на влага, което значително удължава живота на електрода;
- Заваряването се извършва без поток, тъй като всички необходими елементи за отстраняване на оксидния филм са в защитното покритие на електрода;
- Използва се за заваряване на алуминиеви листове, профили, шини, резервоари, алуминиеви отливки, елиминиране на дефекти при леене, коляни, каросерии на автомобили и др.
Важно! Тъй като покритието на алуминиевите електроди съдържа хигроскопични соли, след като завърши заваряването, опаковката трябва да бъде херметически затворена и поставена на сухо и топло място.
Инструкция за употреба
Стъпка 1. Преди да започнете заваряването, уверете се, че подготвената метална проба е суха, тъй като алуминият е хигроскопичен (абсорбира влагата). Използвайте неръждаема четка, почистете фугите до метален блясък и отстранете остатъците от замърсявания в областта около шева.

Стъпка 2. Ако е необходимо, изсушете електродите в продължение на 1-1, 5 часа при температура 100 ° С.
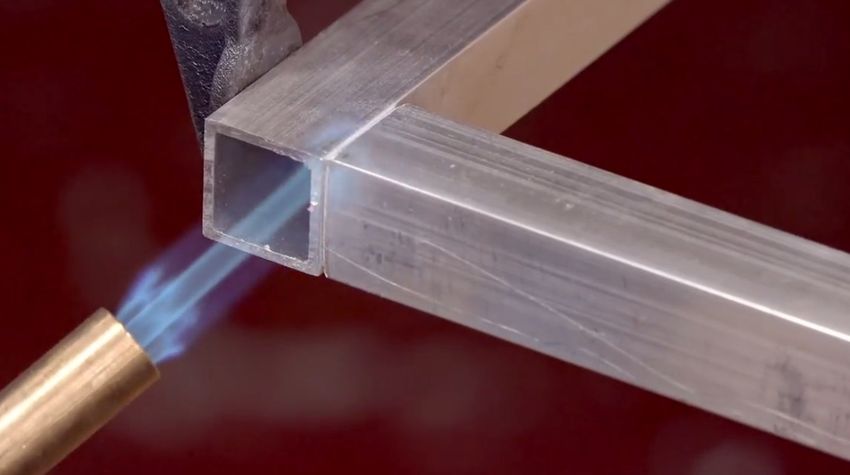
Стъпка 3. Загряваме алуминиевата проба до температура 150-200 ° C с помощта на горелка.
Важно! Заваряването не трябва да се извършва без нагряване!
Стъпка 4. Заваряването се извършва с постоянен ток с обратна полярност. Най-вертикалното положение на електрода при поддържане на къса дъга. Електродът трябва да се подава бързо в термоядрената зона, като се придвижва максимално напред и поддържа много къса дъга.

Стъпка 5. Заварявайте в един слой в един цикъл.
Бъдете внимателни! Скоростта на заваряване е същата като при полуавтоматичното заваряване.
Якостта на опън на заварката е 200 нютона на милиметър квадрат, което е близо до якостта на опън на основния метал. Следователно този метод на заваряване може да се използва на критични конструкции.
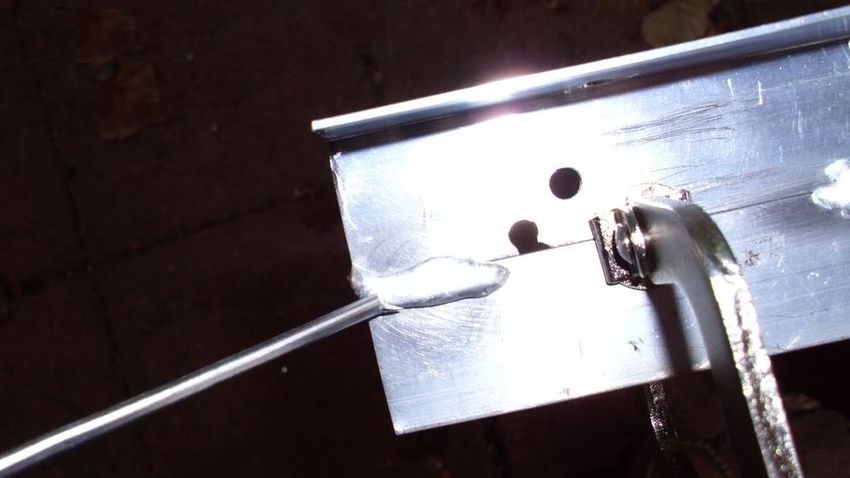
Метод 2: Използване на HTS-2000 или Castolin 192 спойка
HTS-2000 или Castolin 192 спойка е сплав под формата на цинкова тръба, пълна с твърд флюсов прах в центъра, чрез която заваряването става бързо и лесно достъпно. Припойът е направен по високи технологии и е специално предназначен за извършване на работа по възстановяването на части, изработени от алуминий. В същото време заваряването не включва използването на скъпи технологии.

Всичко, което е необходимо за ремонт на алуминиеви части, е само самата спойка и газовата факла за заваряване.
Предимства и приложения
- Лесен за използване и не изисква висока квалификация;
- Висока скорост на запояване;
- Точката на топене е по-ниска от тази на алуминия;
- 100% метално съединение, както при заваряване;
- Незаменим в условията на "полето";
- Шейният шев не е по-нисък по отношение на заваряването по сила;
- Не подлежи на корозия и няма срок на годност;
- За работа всеки източник на топлина е подходящ;
- Използва се при ремонта на всякакви алуминиеви изделия: радиатори, двигатели, рами за велосипеди, профили, тела, тръбопроводи, фитинги, резервоари за гориво, колянови каркаси и др.
Инструкция за употреба
Стъпка 1. ВАЖНО! Преди да започнете работа, е необходимо да почистите обработената повърхност от алуминий, като премахнете оксидния филм. Обикновено се използва пила или четка от неръждаема стомана (четка за кабел).
Стъпка 2. Загряваме работната повърхност на алуминиевата проба (а не спойката) до температура 200 ° C.
Съвет: за по-добро проникване на спойката можете да почистите отново повърхността, тъй като при нагряване на алуминий чрез заваряване на повърхността се появява оксиден филм.
Загряването ще отвори структурните пори на работната повърхност за по-добро проникване на сплавта дълбоко в метала.
Стъпка 3. Когато се достигне подходящата температура по време на заваряване, е необходимо равномерното и възможно най-доброто калайдисване на работната повърхност: чрез усукване на пръта през отвора, издърпване на спойка от ръбовете като сапунена пяна.

Припойът има достатъчно повърхностно напрежение, което го прави удобен за запечатване на отвори до 1 см, без да се използват допълнителни лепенки.
Съвет: за да се предотврати повторното появяване на оксидния филм под слоя за запояване, е необходимо, като се поддържа течното състояние на горелката, отново да се разхожда с четка (стоманена пръчка) по повърхността. В този момент спойката прониква в порите на метала.
Стъпка 4. Ако трябва да свържете няколко части, за начало отделно калайдайте и двете повърхности, след това, като свържете и нагреете двата елемента, ги разтрийте заедно с шлифовъчни движения.
Стъпка 5. След заваряване оставете алуминия да се охлади естествено, без да използвате въздух или вода за бързо охлаждане.
Важно е да запомните, че колкото по-дебел и масивен е материалът, толкова по-дълго ще отнеме да достигне необходимата температура при заваряване на алуминий.

Общи препоръки за постигане на най-добри резултати при работа с спойка
- Почистете работната повърхност непосредствено преди да нанесете спойка.
- Не разтопявайте спойка в пламъка на горелката, тъй като това няма да позволи да се свърже с метала. Припоят трябва да се стопи върху повърхността на частта!
- В течно състояние спойката е достатъчно течна, така че е добре да калайдисате повърхността, за да изключите наличието на пукнатини, особено на мястото за запояване.
- Уверете се също, че формиращите елементи се прилягат плътно един към друг.
- Когато нанасяте спойка, изчакайте да попие. В противен случай няма да има достатъчно сцепление на металите и в резултат на това няма да бъде постигната необходимата якост на продукта.