

Собствениците на частни къщи или крайградски райони знаят от първа ръка колко често се налага да заваряват нещо. За да не харчите пари всеки път за повикване на майстора, можете да си купите евтин заваръчен апарат с постоянен ток - заваръчен инвертор - той е евтин (от 5 хиляди до 15 хиляди рубли), заема много малко място и дори начинаещите могат да се научат как да го заваряват.
Какво е заваръчен инвертор и как работи
Заваръчен инвертор или (IIST) е вид източник на енергия за заваръчна дъга. Основната му цел е да осигури лесно запалване и стабилно горене.
За да разберете как работи, трябва да разберете терминологията. Какво означава инвертор? Този термин означава, че устройството е оборудвано с електронен блок, който преобразува постоянен ток в променлив ток - и ето как работи:
- Променливият ток преминава през токоизправителя и това от своя страна го превръща в същите 220 волта.
- Инверторният блок преобразува променлив ток в директен, като същевременно увеличава честотата му до 30-50 kHz.
- Високочестотният ток се влива в трансформатора и той намалява напрежението, като по този начин увеличава силата на тока, но на по-висока честота (в сравнение с трансформаторните устройства).
- Високочестотният ток се подава към вторичния изправител.
Помощ! Благодарение на това преобразуване на тока ефективността на заваръчния инвертор се увеличава, а размерите на трансформатора се намаляват.
Основни правила за инверторно заваряване
Преди да започнете, трябва да се подготвите. За да направите това:
- Освободете работното си пространство - премахвайте ненужните предмети, особено запалимите материали и течности.
- Осигурете си нормално осветление за работа.
- Подгответе всички необходими материали и инструменти за заваряване.
- Проверете правилното свързване на кабелите, тяхната цялост и надеждност на връзката, което е особено вярно при използване на удължителни кабели.
- Развийте и изправете заваръчните кабели, свържете се към гнездата на инвертора.
- Сгънете частите, които трябва да бъдат заварени, проверете правилността на фугите и за предпочитане ги фиксирайте в порок.
След като всичко е готово, можете да започнете да работите:
- Носете предпазно оборудване и пригответе маска.
- Свържете скобата със знака „+“ към една от повърхностите, които ще се заваряват.
- Поставете електрода в държача.
- Проверете връзката на устройството към захранването - не натискайте клавиша за захранване до този момент.
- Увийте предмишницата с кабел - така че кабелът да не виси по време на заваряване (това може да повлияе на качеството на шева).
- Включете захранването и изчакайте 20 секунди. След това устройството ще е готово за работа.
- Донесете електрода до мястото на предложения шев, поставете лицев щит и запалете дъгата.
- Оформете заваръчния басейн и шева.
В края на заваряването направете следното:
- Отдръпнете ръката с държача и прекъснете образуването на електрическа дъга.
- Изключете устройството и го изключете.
- Изчакайте, докато шевът изстине, и проверете качеството на шева с леко потупване.
Обърнете внимание! В идеалния случай шевовете трябва да представляват поредица от "везни", които частично се припокриват една с друга.
И също така си струва да се обърне внимание на мерките за безопасност. За да не навредите на здравето си по време на заваряване, спазвайте следните правила:
- Не работете в райони с висока влажност или на открито по време на валежи.
- Гответе с пълна защитна екипировка - костюм, обувки, маска и ръкавици.
- Освободете място. В близост до работното място не трябва да има запалими и експлозивни материали.
Ние контролираме дъгата на дъгата
В началните етапи на обучението за заваряване е много важно да се развие умението за правилното формиране на дъговата празнина. Дъговата празнина е термин, който се отнася до малка пролука между електрода и метала, който се заварява.
Като се научите да регулирате дължината на дъгата, можете да осигурите висококачествен резултат. Има 3 вида дъги:
- Късата дъга е около 1 мм. Шевът трябва да е изпъкнал. На мястото, където шевът е свързан с метала, може да се появи дефект (подрязване). Това е малък жлеб, успореден на шева, което намалява силата му.
- Нормална дъга - дъга се счита за нормална, ширината на която не надвишава 3 мм.
- Дълга дъга е доста трудна за изпълнение и стабилизиране. Дъгата е слабо защитена от излагане на въздух и атмосфера, металът се затопля по-лошо, а шевът се оказва плитък.

Оформяме правилния заваръчен шев и не допускаме дефекти
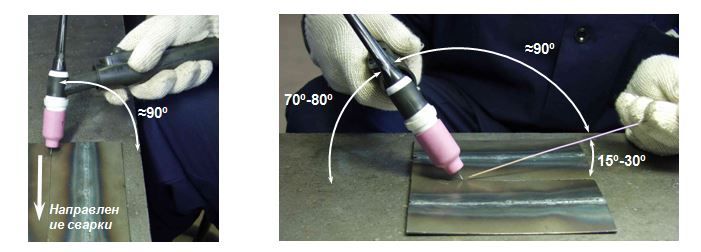
Качеството на заварения шев е умение, развито с опит. В допълнение към натискащи движения по заваръчния ръб, капитанът трябва да извършва напречни движения - за да осигури висококачествено проникване. Ако металът е тънък и дебелината му не надвишава 4 мм, тогава не трябва да се извършват напречни движения. За да получите плосък шев, трябва да наклоните електрода под различни ъгли.
- Ъгъл напред - използва се при работа с тънки слоеве метал, тъй като шевът е широк, но малък.
- Ъглов гръб - използва се при работа с плътни слоеве метал, тъй като материалът се загрява и се топи дълбоко. Шевът е дълбок, но тесен.
Честите дефекти и проблеми при заваряване с инвертор за начинаещи включват:
- Подрязване - възниква, когато няма достатъчно разтопяващ се метал за запълване на банята. Този дефект може да се избегне само като внимателно се контролира дебелината на образуваната баня.
- Невъзможност за контрол на банята - възниква дефект, ако заварчикът несъзнателно накланя електрода твърде много.
Каква е пряката и обратна полярност при заваряване с инвертор
В зависимост от процедурата на свързване има два вида заваряване:
- Директна полярност - електродът е свързан с "-", а металът, който се заварява, е свързан с "+". Зоната на топене е тясна, но в същото време дълбока. Подходящ за дебел метал.
- Обратна полярност - електродът е свързан към плюса, а металът към минуса - зоната на топене е широка и плитка. Прилага се върху тънък метал.
Как става скоростта на подаване на електрода
Скоростта на заваряване и подаване на електрод трябва да бъде оптимална, за да се осигури достатъчен поток от разтопен метал в заваръчната зона. Ако не е достатъчно, се формира подбиване.
Ако побързате с движението на електрода, дъгата няма да има време да стопи метала. Шевът ще бъде плитък и няма да заварява ръбовете заедно.
Ако, напротив, електродът се премества твърде бавно, тогава съществува риск от изгаряне на повърхността и деформация на тънкия метал.
Как силата на тока влияе върху резултата от заваряването
Само при условие на оптималното съотношение на силата на тока и скоростта на електрода можете да получите чист, издръжлив и умерено изпъкнал шев. Колкото по-голяма е силата на тока, толкова по-дълбоко се стопява металът и съответно, толкова по-бързо се движи електродът.
Силата на тока се определя в съответствие с таблицата:
| Диаметър на електрода в милиметри | Дебелина на заварен метал в милиметри | Заваръчен ток, A |
|---|---|---|
| 1.6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2.5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5- 6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
заключение
Практикувайки редовно, можете да усъвършенствате вашите заваръчни умения и да овладеете инвертора. Ще бъде двойно приятно да осъзнаете, че за да подмените ограда, да заварите арка или да извършите всякакви други работи по заваряване на домакинствата, не е необходимо да се обаждате на майстор.